1,Plastic Injection Molding Pressure
This is the pressure caused by plastic flow, and can be measured with sensors on the nozzle or the hydraulic line. It does not have a fixed value. The more difficult it is to fill the mold, the higher the injection pressure is required. The linear pressure is directly related to injection pressure.
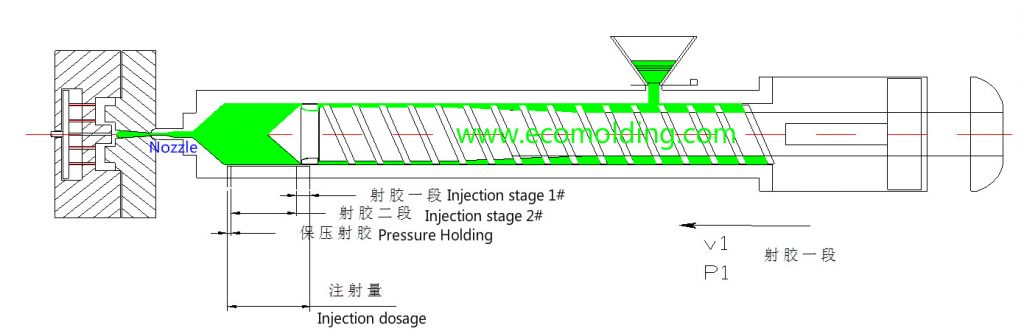
Stage 1# Pressure and Stage 2# Pressure
During the filling phase of the injection molding cycle, a higher injection pressure may be required to maintain injection speed at the required level. After the mold is filled, the high pressure is no longer required. However, when molding with some semi-crystalline thermoplastics (such as, PA and POM), the structure deteriorates due to sudden pressure changes, so sometimes it is not necessary to apply the stage 2# pressure.
2,Clamping pressure
In order to counter the injection pressure, a clamping force must be applied. Do not automatically select the maximum available value. Take the projected area into consideration and calculate a suitable value. The projected area of an injection molded product is the largest area seen from the application direction of the clamping force. In most injection molding situations, it is about 2 tons per square inch, or 31 meganewtons per square meter. However, this is only a low value that should be used as a very rough empirical value, because once the injection molded product has a depth of any size, the side wall must be taken into consideration.
3,Back Pressure
This is the pressure that needs to be generated and surpassed before the screw returns. Although a high back pressure is beneficial to the uniform dispersion of pigment and the melting of plastic, it also extends the return time of the screw, reduces the length of the fiber contained in the filled plastic, and increases the stress of the injection molding machine. Therefore, the lower the back pressure, the better. Under no circumstances should the back pressure exceed 20% of the injection pressure (maximum rating) of an injection molding machine.
4,Nozzle pressure
The nozzle pressure refers to the pressure inside the nozzle. It is about the pressure that causes the plastic to flow. It does not have a fixed value, but increases with the difficulty of mold filling. There is a direct relationship between nozzle pressure, linear pressure and injection pressure. On a spiral injection molding machine, the nozzle pressure is about 10% less than the injection pressure. In the case of a piston injection molding machine, the pressure loss can reach up to 50%.